CNC Feed Rates by Material
Unknowingly, I built a CNC with Shapeko stats. So, a little googling and I found a good source for feedrate settings to use with Autodesk Fusion 360 to generate GCode.
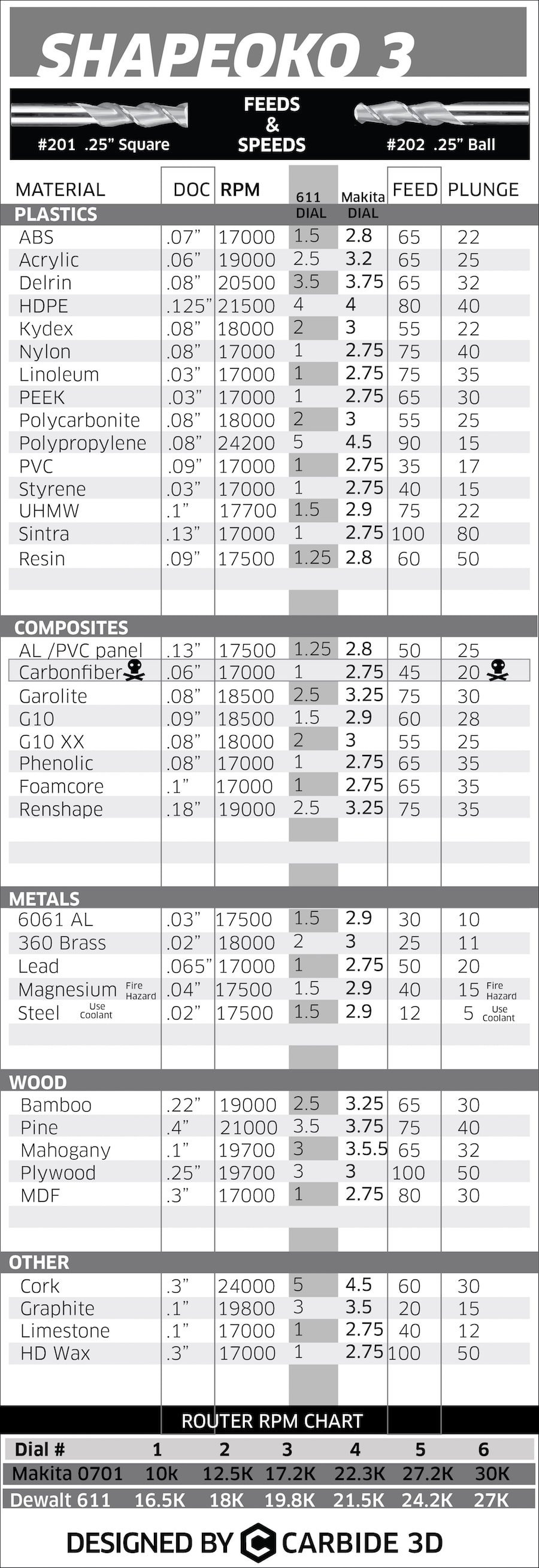
The Shapeko has a Makita as the router as well. So, here is a good chart for our CNC design.
DOC means the maximum Depth of Cut for each pass. The rates are in inches/minute.
Autodesk Fusion 360 will handle calculating the surface speed setting for your tool based on your RPMs. So, I just use the RPMs and DOC only. In practice, it appears Fusion likes the feed rate to be a little slower than shown in the chart. That conservative approach works for me because I'll take a carve that takes twice as long if it means great quality and no missed steps resulting in a do over.
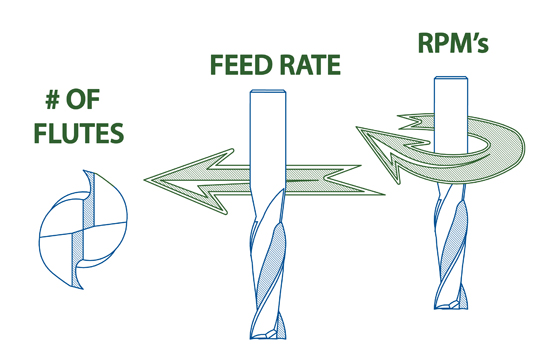
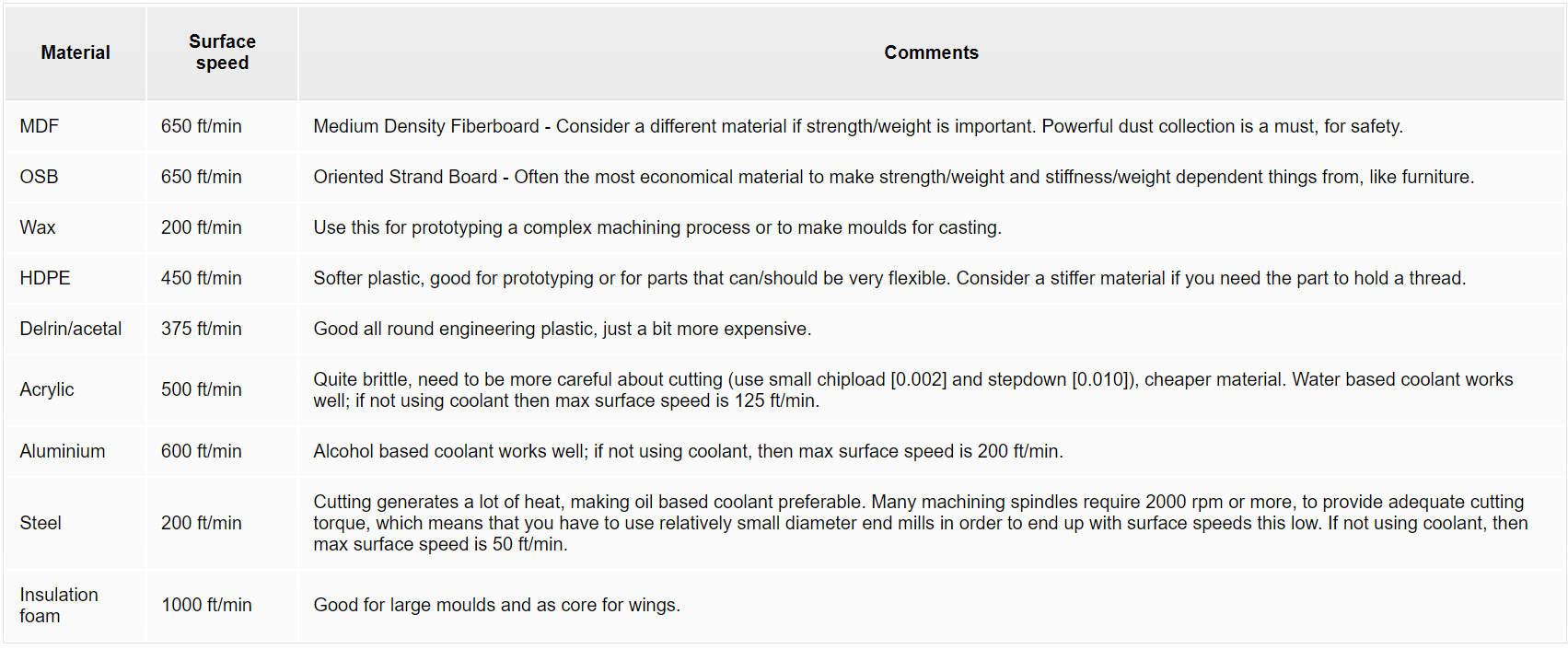
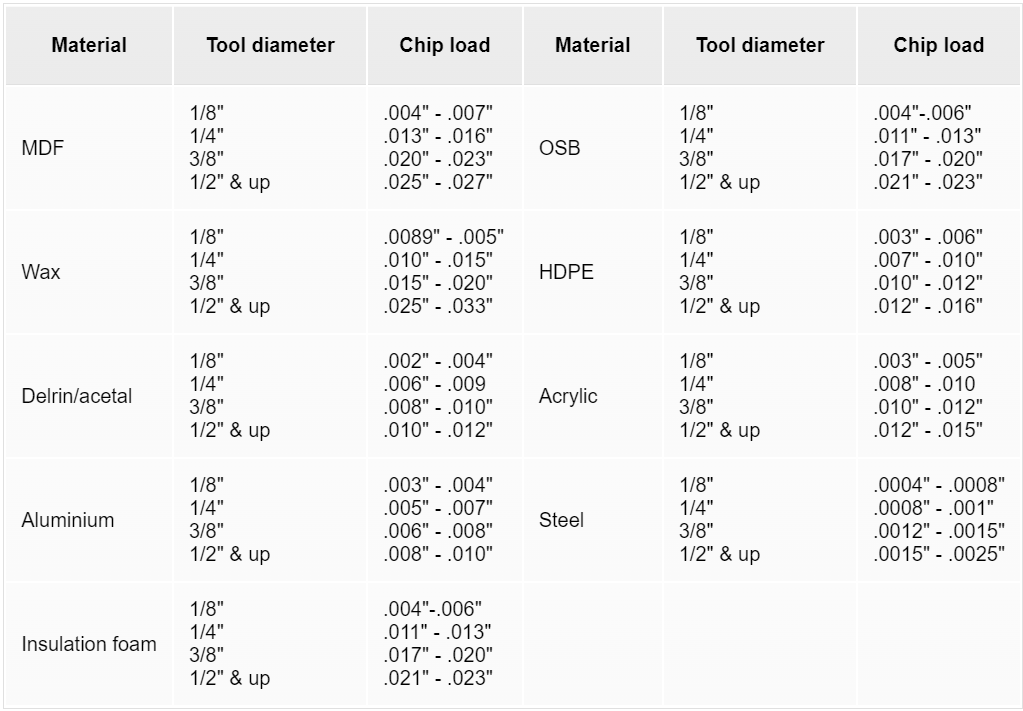
In Autodesk Fusion, on the first tab of a Manufacture Process (after you have done the Setup form), you can configure surface speeds. Below are a couple of good resources for the effective surface speed. It is a function of feed rate and tool diameter. You want to get it right to control friction to prevent burning wood and melting plastic.